
DCS1000-ZX (សម្ភារៈបំពេញ៖ ក្រានីល ទម្ងន់នៅខាងក្រោម)


DCS1000-ZX (សម្ភារៈបំពេញ៖ ក្រានីល ទម្ងន់នៅខាងក្រោម)
សេចក្តីផ្តើម
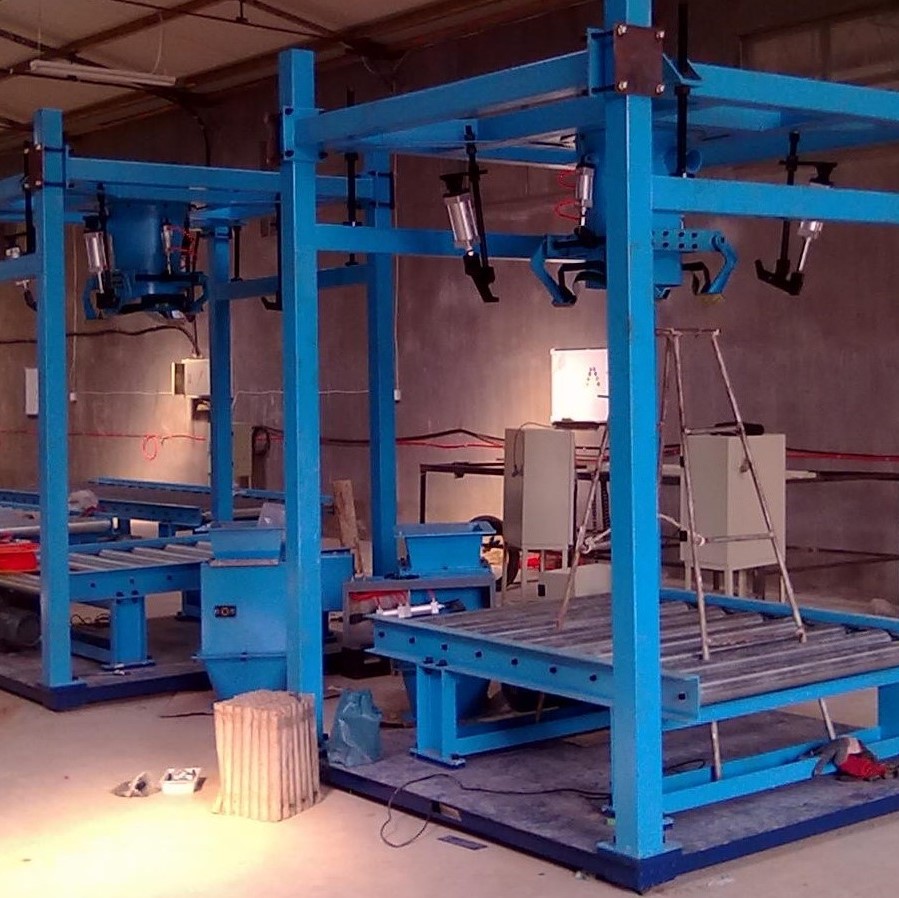
DCS1000-ZX ត្រូវបានផ្សំឡើងជាចម្បងដោយឧបករណ៍បំពេញទំនាញ (ការគ្រប់គ្រងសន្ទះអង្កត់ផ្ចិតអថេរ) ស៊ុម វេទិកាថ្លឹងទម្ងន់ ឧបករណ៍ព្យួរថង់ ឧបករណ៍គៀបថង់ វេទិកាលើក ឧបករណ៍បញ្ជូន ប្រព័ន្ធគ្រប់គ្រងអគ្គិសនី ប្រព័ន្ធគ្រប់គ្រងខ្យល់។ល។ នៅពេលដែលប្រព័ន្ធវេចខ្ចប់ដំណើរការ។ បន្ថែមពីលើថង់ដាក់ដោយដៃ ដំណើរការវេចខ្ចប់ត្រូវបានបញ្ចប់ដោយស្វ័យប្រវត្តិដោយការគ្រប់គ្រងកម្មវិធី PLC ហើយនីតិវិធីនៃការគៀបថង់ ការបិទបាំង ការវាស់ស្ទង់ ថង់រលុង ការបញ្ជូនជាដើមត្រូវបានបញ្ចប់ជាវេន។ប្រព័ន្ធវេចខ្ចប់មានលក្ខណៈនៃការរាប់ត្រឹមត្រូវ ប្រតិបត្តិការសាមញ្ញ សំលេងរំខានតិច ធូលីតិច រចនាសម្ព័ន្ធបង្រួម ការដំឡើងងាយស្រួល សុវត្ថិភាព និងភាពជឿជាក់ និងការភ្ជាប់គ្នាដោយសុវត្ថិភាពរវាងស្ថានីយការងារ។
ចរិកលក្ខណៈ
| ចរិកលក្ខណៈ | ||
| ឧបករណ៍បំពេញ | ឧបករណ៍បំពេញទំនាញ (ការគ្រប់គ្រងសន្ទះអង្កត់ផ្ចិតអថេរ) | |
| រាប់ | ថ្លឹងទម្ងន់នៅលើវេទិកា | |
| ប្រព័ន្ធគ្រប់គ្រង | មុខងារដូចជាការកែតម្រូវការទម្លាក់ដោយស្វ័យប្រវត្តិ ការជូនដំណឹងអំពីកំហុស និងការវិនិច្ឆ័យកំហុសដោយខ្លួនឯង។បំពាក់ដោយចំណុចប្រទាក់ទំនាក់ទំនង ងាយស្រួលក្នុងការភ្ជាប់បណ្តាញ អាចជាដំណើរការវេចខ្ចប់គ្រប់ពេលវេលាដែលត្រូវបានត្រួតពិនិត្យ និងគ្រប់គ្រងបណ្តាញ។ | |
| វិសាលភាពនៃសម្ភារៈ៖ ភាពទន់ខ្សោយនៃម្សៅ វត្ថុធាតុដើមជាគ្រាប់។ | ||
| វិសាលភាពនៃកម្មវិធី៖ គីមី ឱសថ ចំណី ជី ម្សៅរ៉ែ ថាមពលអគ្គិសនី ធ្យូងថ្ម លោហធាតុ ស៊ីម៉ងត៍ វិស្វកម្មជីវសាស្រ្ត ។ល។ | ||
| ប៉ារ៉ាមេត | ||
| សមត្ថភាព | 20-40 ថង់ / ម៉ោង។ | |
| ភាពត្រឹមត្រូវ | ≤±0.2% | |
| ទំហំ | 500-2000Kg / ថង់ | |
| ថាមពល | ប្ដូរតាមបំណង | |
| សម្ពាធខ្យល់ | 0.6-0.8MPa.5-10 m3/h | |
| ផ្លុំកណ្ដុរ | 1000 -4000 ម 3 / ម៉ោង។ | |
| បរិស្ថាន: សីតុណ្ហភាព -10 ℃ -50 ℃ សំណើម 80% | ||
| គ្រឿងបន្លាស់ | ||
| ជម្រើសបញ្ជូន | 1.No 2.Chain conveyor 3.Chain roller conveyo 4.Trolley…. | |
| ការការពារ | 1.Explosion-proof 2.No explosion-proof | |
| ការលុបបំបាត់ធូលី | 1.ការកំចាត់ធូលី 2.No | |
| សម្ភារៈ | 1.Steel 2.stainless steel | |
| អ្រងួន | 1. អង្រួនបាតវេទិកា | |
ដំណើរការវេចខ្ចប់
ព្យួរខ្សែនៃថង់វេចខ្ចប់ដោយដៃនៅលើទំពក់ ①—ដាក់ច្រកដាក់ចំណីរបស់ថង់វេចខ្ចប់ដោយដៃនៅលើធុងមិនផ្ទុករបស់ឧបករណ៍គៀបថង់ ហើយបិទបើកកុងតាក់បិទជិតថង់ដើម្បីតោងថង់ដោយស្វ័យប្រវត្តិ ② --- វេទិកាលើកដោយស្វ័យប្រវត្តិ កើនឡើង — ចុចប៊ូតុងចាប់ផ្តើម ឧបករណ៍បញ្ជូនសំណល់អេតចាយចាប់ផ្តើមបញ្ចេញក្នុងល្បឿនលឿន ③ (វេទិកាអាចត្រូវបានបន្ទាបដើម្បីរំញ័រកញ្ចប់សម្ភារៈដោយស្វ័យប្រវត្តិ ឬដោយដៃក្នុងអំឡុងពេលដំណើរការបំបៅ) ---- នៅពេលដែលតម្លៃកំណត់នៃការបំបៅធំត្រូវបានឈានដល់។ ឧបករណ៍បញ្ជូនអេតចាយចាប់ផ្តើមបង្វិលក្នុងល្បឿនយឺតសម្រាប់ការបំបៅតូច។សម្ភារៈ - បន្ទាប់ពីការថ្លឹងទម្ងន់ពេញ ឧបករណ៍បញ្ចូនឈប់ ហើយសន្ទះបិទបើកដើម្បីបញ្ចប់ដំណើរការវាស់ - វេទិកាលើកចុះដោយស្វ័យប្រវត្តិ - ឧបករណ៍គៀបថង់ត្រូវបានបញ្ចេញដោយស្វ័យប្រវត្តិ - ទំពក់ត្រូវបានបញ្ចេញដោយស្វ័យប្រវត្តិ និងកំណត់ឡើងវិញដោយស្វ័យប្រវត្តិ - ប៊ូតុងចាប់ផ្តើមឧបករណ៍បញ្ជូនដើម្បីបញ្ជូន កញ្ចប់សម្ភារៈបញ្ជូនបន្តទៅទីតាំងថង់វេចខ្ចប់ - ធ្វើវដ្តខាងលើម្តងទៀត។
ចំណាំ៖ 1 នៅក្នុងដំណើរការបំពេញដោយស្វ័យប្រវត្តិដែលបានរៀបរាប់ខាងលើ ធាតុត្រូវការប្រតិបត្តិការដោយដៃ ហើយធាតុផ្សេងទៀតត្រូវបានបញ្ចប់ដោយស្វ័យប្រវត្តិ។ដោយសារតែឧបករណ៍បញ្ជាថ្លឹងទម្ងន់នៃម៉ាស៊ីនវេចខ្ចប់ទម្ងន់ខាងលើអាចដំណើរការមុខងាររបកដោយស្វ័យប្រវត្តិ ការវាស់វែងអាចចាប់ផ្តើមបានលុះត្រាតែឧបករណ៍លើកត្រូវបានបញ្ឈប់ ហើយកម្លាំងខាងក្រៅមានស្ថេរភាព។ប្រសិនបើការវាស់វែងត្រូវបានចាប់ផ្តើមដោយសញ្ញានៃការគៀបថង់ក្នុងអំឡុងពេលឡើងនៃវេទិកា ហើយវេទិកានេះកំពុងដំណើរការនៅពេលនេះ កម្លាំងខាងក្រៅគឺជាអថេរមួយ ទម្ងន់សំបកកង់ដែលបានដកចេញក៏ជាអថេរដែលអាចបណ្តាលឱ្យទម្ងន់ជាក់ស្តែងនៃសម្ភារៈវេចខ្ចប់មិន ផ្គូផ្គងទម្ងន់ដែលបានថ្លឹង។ដូច្នេះសញ្ញាចាប់ផ្តើមការវាស់ស្ទង់ត្រូវបានកំណត់ដោយឡែកពីគ្នាដើម្បីធានាបាននូវភាពត្រឹមត្រូវនៃការវាស់ស្ទង់។
2 ក្នុងអំឡុងពេលដំណើរការបំពេញ វេទិកាលើកនឹងទម្លាក់ថង់សម្ភារៈរំញ័រដោយស្វ័យប្រវត្តិ។ពេលវេលានៃការធ្លាក់ចុះនេះអាចត្រូវបានកំណត់តាមឆន្ទៈនៅលើឧបករណ៍បញ្ជាថ្លឹងទម្ងន់ជាមួយនឹងប៉ារ៉ាម៉ែត្រទម្ងន់ (ឧទាហរណ៍ ការបញ្ជាក់ការវេចខ្ចប់គឺ 1000Kg ហើយទម្ងន់រំញ័រគឺ 500Kg ។ នៅពេលដែលសម្ភារៈក្នុងថង់ឡើងដល់ 500Kg នោះ វេទិកាលើកនឹង ទម្លាក់ថង់សម្ភារៈរំញ័រដោយស្វ័យប្រវត្តិ ហើយបន្ទាប់មកងើបឡើងដោយស្វ័យប្រវត្តិ ដើម្បីបន្តការបំពេញ)
លើសពីនេះទៀត ប្រសិនបើការរំញ័រដោយស្វ័យប្រវត្តិមិនសម្រេចបាននូវប្រសិទ្ធិភាពដែលអ្នកចង់បាន អ្នកក៏អាចចុចប៊ូតុងគ្រប់គ្រងនៃវេទិកាលើកដោយដៃក្នុងអំឡុងពេលដំណើរការបំពេញ ដើម្បីបន្ថយវេទិកាដើម្បីរំញ័រកញ្ចប់សម្ភារៈ ហើយចំនួនដងមិនត្រូវបានកំណត់ទេ។បន្ទាប់ពីការរំញ័រត្រូវបានបញ្ចប់វេទិកាលើកត្រូវបានលើកឡើងហើយការវាស់ស្ទង់ដោយស្វ័យប្រវត្តិនៅក្នុងដំណើរការនេះគឺមិនមានការរំខាន។ក្នុងអំឡុងពេលដំណើរការនេះ វេទិកាលើកអាចត្រូវបានគ្រប់គ្រងដោយដៃ និងក្នុងពេលដំណាលគ្នាក្នុងអំឡុងពេលដំណើរការវាស់ស្ទង់ដោយស្វ័យប្រវត្តិ។
3. បន្ទាប់ពីការបំពេញបរិមាណនៃថង់វេចខ្ចប់ត្រូវបានបញ្ចប់វាត្រូវបានបញ្ជូនចេញដោយឧបករណ៍បញ្ជូនខ្សែសង្វាក់។នៅពេលនេះកញ្ចប់សម្ភារៈចាំបាច់ត្រូវដឹកជញ្ជូនទៅឃ្លាំងសម្រាប់ផ្ទុក។ជាធម្មតាមានទម្រង់ពីរនៃការផ្ទេរស្ទូច និងការផ្ទេររទេះរុញ។វាត្រូវចំណាយពេលប្រហែល 3 នាទីសម្រាប់ម៉ាស៊ីនវេចខ្ចប់នីមួយៗដើម្បីរុំកញ្ចប់មួយ។អ្នកប្រើប្រាស់គួរតែពិចារណាពីចំនួននៃការផ្ទេរ forklift ដូច្នេះកញ្ចប់អាចត្រូវបានដឹកជញ្ជូនចេញពីឧបករណ៍បញ្ជូនខ្សែសង្វាក់ទាន់ពេលវេលា បើមិនដូច្នេះទេវានឹងប៉ះពាល់ដល់ល្បឿនវេចខ្ចប់។.ប្រសិនបើប្រើ forklift ដើម្បីផ្ទេរ វាត្រូវបានណែនាំឱ្យប្រើ forklift ក្នុងស្រុក និង forklift ផ្ទេរ។forklift ក្នុងស្រុកផ្លាស់ទីកញ្ចប់សម្ភារៈនៅលើ conveyor ខ្សែសង្វាក់ទៅដីដែលនៅជិតបំផុតផ្ទេរ forklift ហើយបន្ទាប់មកដឹកជញ្ជូនកញ្ចប់សម្ភារៈទៅឃ្លាំងដូច្នេះថាប្រតិបត្តិការបន្តនៃម៉ាស៊ីនវេចខ្ចប់នឹងមិននៅពេលដែលមានស្ថានីយ៍ forklift ដូចជាស្ថានីយ៍វេចខ្ចប់។ , ប្រសិទ្ធភាពការងារគឺខ្ពស់ណាស់។
4. ឧបករណ៍បញ្ជាអាចកំណត់ជួរនៃការអត់ឱនលើស និងភាពអត់ឱន ហើយកំណត់សំឡេងរោទិ៍ដែលធន់ទ្រាំនឹងការផ្ទុះខ្លាំងពេក និងក្រោមការអត់ឱន និងសំឡេងរោទិ៍ពន្លឺនៅប្រអប់បញ្ជា។នៅពេលដែលមានការអត់ឱន ឬមិនអត់ឱនក្នុងដំណើរការវេចខ្ចប់ដោយស្វ័យប្រវត្តិ សំឡេងរោទិ៍ និងពន្លឺនឹងផ្លុំឡើង ហើយភ្លើងនឹងភ្លឺ។នៅពេលនេះ ប្រតិបត្តិករនឹងគ្រប់គ្រងវាដោយដៃ។





