
DCS1000-ZX (פילונג מאַטעריאַל: גראַניאַל, וואָג אין דנאָ)


DCS1000-ZX (פילונג מאַטעריאַל: גראַניאַל, וואָג אין דנאָ)
הקדמה
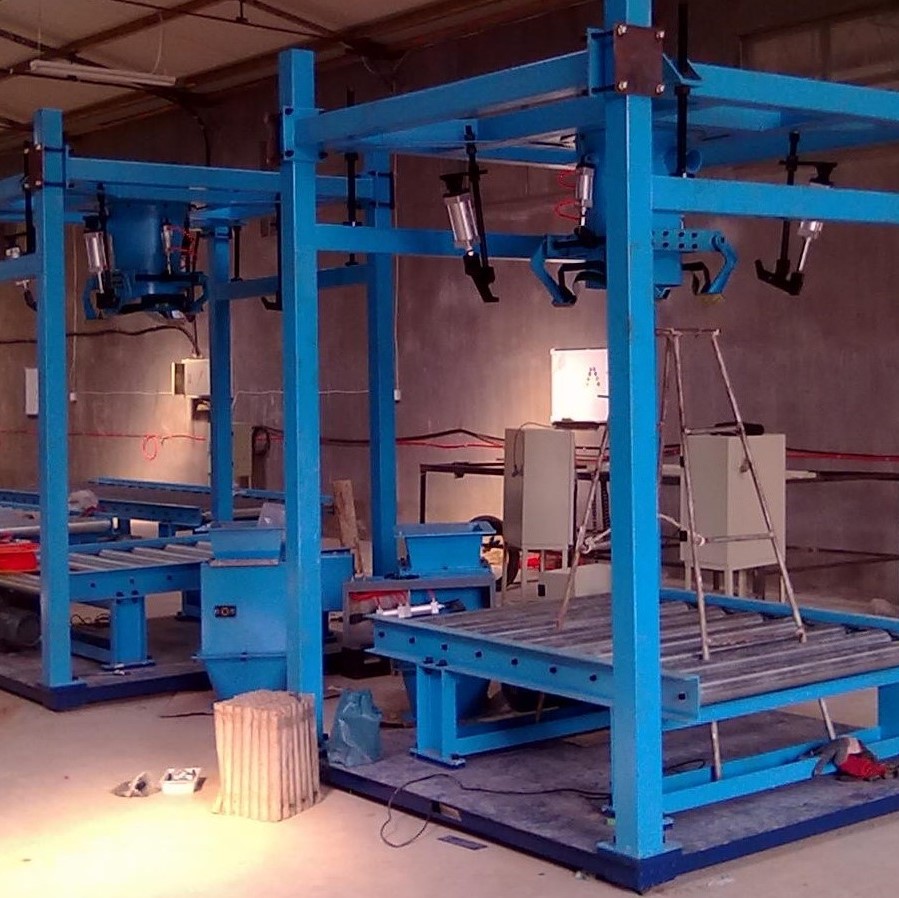
DCS1000-ZX איז דער הויפּט קאַמפּאָוזד פון ערלעכקייט פיללער (וואַלוו קאָנטראָל פון וועריאַבאַל דיאַמעטער), ראַם, ווייינג פּלאַטפאָרמע, כאַנגגינג זעקל מיטל, זעקל קלאַמפּינג מיטל, ליפטינג פּלאַטפאָרמע, קאַנווייער, עלעקטריקאַל קאָנטראָל סיסטעם, פּנעוומאַטיש קאָנטראָל סיסטעם, אאז"ו ו. אין אַדישאַן צו די מאַניואַלי שטעלן זעקל, די פּאַקקאַגינג פּראָצעס איז אויטאָמאַטיש געענדיקט דורך די פּלק פּראָגראַם קאָנטראָל, און די פּראָוסידזשערז פון זעקל קלאַמפּינג, בלאַנקינג, מיטערינג, פרייַ זעקל, קאַנווייינג, אאז"ו ו.די פּאַקקאַגינג סיסטעם האט די קעראַקטעריסטיקס פון פּינטלעך קאַונטינג, פּשוט אָפּעראַציע, נידעריק ראַש, ווייניקער שטויב, סאָליד סטרוקטור, באַקוועם ינסטאַלירונג, זיכערקייַט און רילייאַבילאַטי און זיכער ינטערלאַקינג צווישן די ווערקסטיישאַנז.
קעראַקטעריסטיקס
| קעראַקטעריסטיקס | ||
| פיללער | גראַוויטי פיללער (וואַלוו קאָנטראָל מיט וועריאַבאַל דיאַמעטער) | |
| ציילן | וואָג אויף די פּלאַטפאָרמע | |
| קאָנטראָל סיסטעם | פאַנגקשאַנז אַזאַ ווי אָטאַמאַטיק קאַפּ קערעקשאַן, טעות שרעק און שולד זיך-דיאַגנאָסיס.יקוויפּט מיט אַ קאָמוניקאַציע צובינד, גרינג צו פאַרבינדן, נעץ, קענען זיין די פּאַקקאַגינג פּראָצעס אַלע מאָל מאָניטאָרעד און נעטוואָרק פאַרוואַלטונג. | |
| פאַרנעם פון מאַטעריאַל: נעבעך פלוידאַטי פון פּאַודערז, גראַניאַלער מאַטעריאַלס. | ||
| פאַרנעם פון אַפּלאַקיישאַן: כעמישער, פאַרמאַסוטיקאַל, קאָרמען, פערטאַלייזער, מינעראַל פּודער, עלעקטריק מאַכט, קוילן, מעטאַלערדזשי, צעמענט, בייאַלאַדזשיקאַל ינזשעניעריע, עטק | ||
| פּאַראַמעט | ||
| קאַפּאַציטעט | 20-40bag/h | |
| אַקיעראַסי | ≤±0.2% | |
| גרייס | 500-2000 קג / זעקל | |
| מאַכט מקור | קאַסטאַמייזד | |
| דרוק לופט | 0.6-0.8מפּאַ.5-10 מ3/ה | |
| בלאָוינג שטשור | 1000 -4000מ3/ה | |
| סוויווע: טעמפּעראַטור -10 ℃-50 ℃. הומידיטי <80% | ||
| אַקסעססאָריעס | ||
| קאַנוויי די אָפּציע | 1.ניין 2.קייט קאַנווייער 3.קייט וואַל קאַנוויי 4.טראָלי…. | |
| שוץ | 1.עקספּלאָסיאָן-דערווייַז 2.קיין יקספּלאָוזשאַן-דערווייַז | |
| שטויב ילימאַניישאַן | 1.שטויב ילימאַניישאַן 2.ניין | |
| מאַטעריאַל | 1.סטעל 2.סטאַנלעסס שטאָל | |
| שאָקלען | 1.פּלאַטפאָרם דנאָ שאָקלען | |
פּאַקקאַגינג אָפּעראַציע פּראָצעס
מאַניואַלי הענגען די וואַרפלקע פון די פּאַקקאַגינג זעקל אויף די פאַרטשעפּען ① - מאַניואַלי שטעלן די פידינג פּאָרט פון די פּאַקקאַגינג זעקל אויף די אַנלאָודינג פאַס פון די זעקל קלאַמער און טאַגאַל די זעקל קלאַמפּינג פּראַקסימאַטי באַשטימען צו אויטאָמאַטיש קלאַמערן די זעקל ②--- די ליפטינג פּלאַטפאָרמע אויטאָמאַטיש ריסעס - דריקן די אָנהייב קנעפּל די סקרייפּער קאַנווייער סטאַרץ צו אָפּזאָגן מיט הויך גיכקייַט ③ (די פּלאַטפאָרמע קענען זיין לאָוערד צו וויברירן די מאַטעריאַל פּעקל אויטאָמאַטיש אָדער מאַניואַלי בעשאַס די פידינג פּראָצעס) ---- ווען די באַשטעטיקט ווערט פון די גרויס פידינג איז ריטשט, די סקרייפּער קאַנווייער סטאַרץ צו דרייען מיט אַ פּאַמעלעך גיכקייַט פֿאַר קליין פידינג.מאַטעריאַל - נאָך די ווייינג איז פול, די קאַנווייער סטאַפּס און די וואַלוו קלאָוזיז צו פאַרענדיקן דעם מעסטן פּראָצעס - די ליפטינג פּלאַטפאָרמע אויטאָמאַטיש אַראָפּגיין - די זעקל קלאַמער איז אויטאָמאַטיש באפרייט - די קרוק איז אויטאָמאַטיש באפרייט און אויטאָמאַטיש באַשטעטיק - די קנעפּל סטאַרץ די קאַנווייער צו שיקן די מאַטעריאַל פּעקל פאָרויס צו אַ פּאַקקאַגינג זעקל שטעלע - איבערחזרן די אויבן ציקל.
באַמערקונג: 1 אין די אויבן-דערמאנט אָטאַמאַטיק פילונג פּראָצעס, די זאכן דאַרפֿן מאַנואַל אָפּעראַציע, און די אנדערע זענען אויטאָמאַטיש געענדיקט.ווייַל די ווייינג קאָנטראָללער פון דער אויבערשטער ווייינג פּאַקקאַגינג מאַשין ינייבאַלז די אָטאַמאַטיק פּילינג פונקציע, די מעזשערמאַנט קענען זיין סטאַרטעד בלויז נאָך די ליפטינג פּלאַטפאָרמע איז סטאַפּט און די פונדרויסנדיק קראַפט איז סטאַביל.אויב די מעזשערמאַנט איז סטאַרטעד דורך די זעקל קלאַמפּינג סיגנאַל בעשאַס די אַרופגאַנג פון די פּלאַטפאָרמע, און די פּלאַטפאָרמע איז פליסנדיק אין דעם צייט, די פונדרויסנדיק קראַפט איז אַ וועריאַבאַל. גלייַכן די ווייד וואָג.דעריבער, אַ מיטערינג אָנהייב סיגנאַל איז באַשטימט סעפּעראַטלי צו ענשור די אַקיעראַסי פון מיטערינג.
2 בעשאַס די פילונג פּראָצעס, די ליפטינג פּלאַטפאָרמע וועט אויטאָמאַטיש פאַלן די ווייברייטינג מאַטעריאַל זעקל.די טיימינג פון דעם קאַפּ קענען זיין באַשטימט ווי איר ווילט אויף די ווייינג קאָנטראָללער מיט אַ וואָג פּאַראַמעטער (למשל, די פּאַקקאַגינג באַשרייַבונג איז 1000 קג, און די ווייברייטינג וואָג איז 500 קג. ווען די מאַטעריאַל אין די זעקל ריטשאַז די ווען 500 קג, די ליפטינג פּלאַטפאָרמע וועט אויטאָמאַטיש פאַלן די ווייברייטינג מאַטעריאַל זעקל און דאַן אויטאָמאַטיש העכערונג צו פאָרזעצן פילונג)
אין אַדישאַן, אויב די אָטאַמאַטיק ווייברייטינג טוט נישט דערגרייכן די געוואלט ווירקונג, איר קענען אויך מאַניואַלי דריקן די קאָנטראָל קנעפּל פון די ליפטינג פּלאַטפאָרמע בעשאַס די פילונג פּראָצעס צו נידעריקער דער פּלאַטפאָרמע צו ווייברייט די מאַטעריאַל פּעקל, און די נומער פון מאל איז נישט לימיטעד.נאָך די ווייבריישאַן איז געענדיקט, די ליפטינג פּלאַטפאָרמע איז אויפגעשטאנען, און די אָטאַמאַטיק מיטערינג פּראָצעס אין דעם פּראָצעס איז אַנינטעראַפּטיד.בעשאַס דעם פּראָצעס, די ליפטינג פּלאַטפאָרמע קענען זיין קאַנטראָולד מאַניואַלי און סיימאַלטייניאַסלי בעשאַס די אָטאַמאַטיק מיטערינג פּראָצעס.
3. נאָך די קוואַנטיטאַטיווע פילונג פון די פּאַקקאַגינג זעקל איז געענדיקט, עס איז געשיקט דורך די קייט קאַנווייער.אין דעם צייט, די מאַטעריאַל פּעקל דאַרף זיין טראַנספּאָרטאַד צו די ווערכאַוס פֿאַר סטאָרידזש.וסואַללי, עס זענען צוויי פארמען פון קראַנע אַריבערפירן און פאָרקליפט אַריבערפירן.עס נעמט וועגן 3 מינוט פֿאַר יעדער פּאַקקאַגינג מאַשין צו ייַנוויקלען אַ פּעקל.יוזערז זאָל באַטראַכטן די נומער פון אַריבערפירן פאָרקליפץ אַזוי אַז די פּעקל קענען זיין טראַנספּאָרטאַד אַוועק די קייט קאַנווייער אין צייט, אַנדערש עס וועט ווירקן די פּאַקקאַגינג גיכקייַט..אויב איר נוצן אַ פאָרקליפט צו אַריבערפירן, עס איז רעקאַמענדיד צו נוצן אַ היגע פאָרקליפט און אַ אַריבערפירן פאָרקליפט.די היגע פאָרקליפט באוועגט די מאַטעריאַל פּעקל אויף די קייט קאַנווייער צו די ניראַסט ערד, טראַנספערס די פאָרקליפט, און דעמאָלט טראַנספּאָרץ די מאַטעריאַל פּעקל צו די ווערכאַוס, אַזוי אַז די קעסיידערדיק אָפּעראַציע פון די פּאַקקאַגינג מאַשין וועט נישט ווען עס זענען פאָרקליפט סטיישאַנז אַזאַ ווי פּאַקקאַגינג סטיישאַנז. , די אַרבעט עפעקטיווקייַט איז זייער הויך.
4. די קאָנטראָללער קענען שטעלן די קייט פון איבער-טאָלעראַנץ און אונטער-טאָלעראַנץ, און שטעלן די איבער-טאָלעראַנץ און אונטער-טאָלעראַנץ יקספּלאָוזשאַן-דערווייַז געזונט און ליכט אַלאַרמס אין די קאָנטראָל קעסטל.ווען עס איז אויס-פון-טאָלעראַנץ אָדער אונטער-טאָלעראַנץ אין די אָטאַמאַטיק פּאַקקאַגינג פּראָצעס, די געזונט און ליכט שרעק וועט פייַפן און די לייץ וועט בליץ.אין דעם צייט, דער אָפּעראַטאָר וועט שעפּן עס מאַניואַלי.





