
DCS1000-ZX(충진재 : 과립, 바닥에 계량)


DCS1000-ZX(충진재 : 과립, 바닥에 계량)
소개
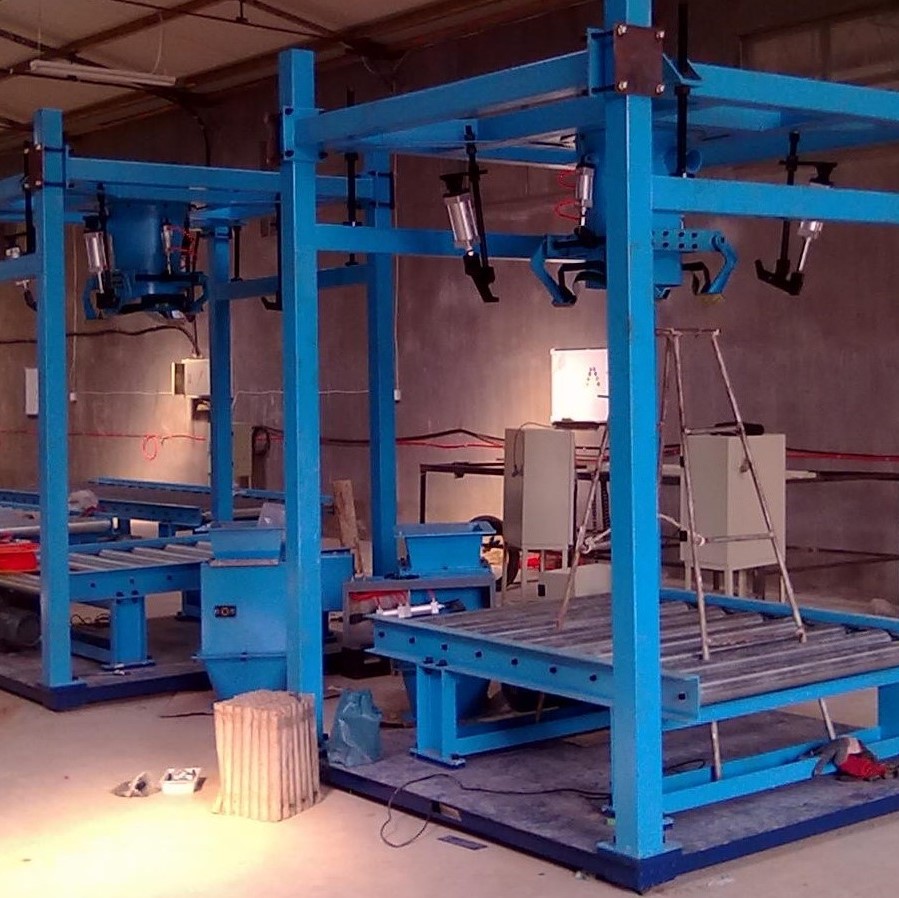
DCS1000-ZX는 주로 중력 충진기(가변 직경 밸브 제어), 프레임, 계량 플랫폼, 걸이 백 장치, 백 클램핑 장치, 리프팅 플랫폼, 컨베이어, 전기 제어 시스템, 공압 제어 시스템 등으로 구성됩니다. 포장 시스템이 작동할 때, 수동으로 백을 배치하는 것 외에도 PLC 프로그램 제어에 의해 포장 프로세스가 자동으로 완료되고 백 클램핑, 블랭킹, 계량, 느슨한 백, 운반 등의 절차가 차례로 완료됩니다.포장 시스템은 정확한 계수, 간단한 조작, 저소음, 적은 먼지, 컴팩트한 구조, 편리한 설치, 안전성 및 신뢰성, 워크스테이션 간의 안전한 연동 등의 특징을 가지고 있습니다.
형질
| 형질 | ||
| 필러 | 중력 충진기(가변 직경 밸브 제어) | |
| 세다 | 플랫폼에서 무게 측정 | |
| 제어 시스템 | 자동 낙하 보정, 오류 경보, 결함 자가 진단 등의 기능.연결하기 쉬운 통신 인터페이스를 갖추고 네트워크로 패키징 프로세스를 항상 모니터링하고 네트워크로 관리할 수 있습니다. | |
| 재료의 범위 : 분말, 입상 재료의 유동성이 좋지 않습니다. | ||
| 응용 범위: 화학, 제약, 사료, 비료, 광물 분말, 전력, 석탄, 야금, 시멘트, 생물 공학 등 | ||
| 매개변수 | ||
| 용량 | 20-40백/시간 | |
| 정확성 | ≤±0.2% | |
| 크기 | 500-2000Kg/가방 | |
| 전원 | 맞춤형 | |
| 압력 공기 | 0.6-0.8MPa.5-10m3/h | |
| 부는 쥐 | 1000 -4000m3/h | |
| 환경:온도 -10℃-50℃.습도<80% | ||
| 부속품 | ||
| 옵션을 전달 | 1.No 2.체인 컨베이어 3.체인 롤러 컨베이어 4.트롤리… | |
| 보호 | 1. 방폭형 2. 방폭형 없음 | |
| 먼지 제거 | 1.먼지 제거 2.아니오 | |
| 재료 | 1. 강철 2. 스테인레스 스틸 | |
| 떨림 | 1.플랫폼 바닥 흔들림 | |
포장작업과정
후크에 포장 백의 슬링을 수동으로 걸기 ① - 포장 백의 공급 포트를 백 클램퍼의 하역 배럴에 수동으로 놓고 백 클램핑 근접 스위치를 토글하여 백을 자동으로 고정합니다. ②--- 리프팅 플랫폼이 자동으로 상승 - 시작 버튼을 누릅니다. 스크레이퍼 컨베이어가 고속으로 배출을 시작합니다. ③ (공급 과정 중에 플랫폼을 낮추어 재료 패키지를 자동 또는 수동으로 진동시킬 수 있습니다) ---- 대량 공급의 설정 값에 도달하면, 스크레이퍼 컨베이어는 소량 공급을 위해 느린 속도로 회전하기 시작합니다.재료 - 계량이 가득 찬 후 컨베이어가 멈추고 밸브가 닫혀 측정 프로세스가 완료됩니다. 리프팅 플랫폼이 자동으로 하강합니다. 백 클램퍼가 자동으로 해제됩니다. 후크가 자동으로 해제되고 자동으로 재설정됩니다. 버튼을 누르면 컨베이어가 시작됩니다. 재료 패키지를 포장 백 위치로 앞으로 이동 - 위의 과정을 반복합니다.
참고: 1 위에서 언급한 자동 채우기 프로세스에서 항목은 수동 작업이 필요하고 나머지 항목은 자동으로 완료됩니다.상부 계량 포장기의 계량 컨트롤러는 자동 박리 기능을 활성화하므로 리프팅 플랫폼이 정지되고 외력이 안정된 후에만 측정을 시작할 수 있습니다.플랫폼 상승 중 백 클램핑 신호에 의해 측정이 시작되고 이때 플랫폼이 작동 중인 경우 외력이 변수가 됩니다. 제거된 용기 중량도 포장물의 실제 중량이 측정되지 않을 수 있는 변수입니다. 무게를 맞추세요.따라서 계량의 정확성을 보장하기 위해 계량 시작 신호를 별도로 설정합니다.
2 충전 과정에서 리프팅 플랫폼이 자동으로 진동 재료 백을 떨어뜨립니다.이 낙하 타이밍은 중량 매개변수를 사용하여 계량 컨트롤러에서 마음대로 설정할 수 있습니다(예: 포장 사양은 1000Kg이고 진동 중량은 500Kg입니다. 백 안의 재료가 500Kg에 도달하면 리프팅 플랫폼이 자동으로 진동 재료 백을 떨어뜨린 다음 자동으로 올라가서 계속 충전합니다)
또한 자동 진동이 원하는 효과를 얻지 못하는 경우 충전 과정에서 리프팅 플랫폼의 제어 버튼을 수동으로 눌러 플랫폼을 낮추고 재료 패키지를 진동시킬 수도 있으며 횟수는 제한되지 않습니다.진동이 완료된 후 리프팅 플랫폼이 올라가고 이 과정에서 자동 계량 프로세스가 중단되지 않습니다.이 과정에서 리프팅 플랫폼은 자동 계량 과정 중에 수동으로 동시에 제어될 수 있습니다.
3. 포장백의 정량 충전이 완료된 후 체인 컨베이어를 통해 발송됩니다.이때 자재 패키지는 보관을 위해 창고로 운송되어야 합니다.일반적으로 크레인 이송과 지게차 이송의 두 가지 형태가 있습니다.각 포장 기계가 패키지를 포장하는 데 약 3분이 소요됩니다.사용자는 패키지가 체인 컨베이어에서 제때에 운송될 수 있도록 운송 지게차의 수를 고려해야 합니다. 그렇지 않으면 포장 속도에 영향을 미칩니다..지게차를 이용하여 운반할 경우에는 로컬지게차와 운반지게차를 이용하는 것을 권장합니다.로컬 지게차는 체인 컨베이어에 있는 자재 포장물을 가장 가까운 지상으로 이동시킨 후 지게차를 옮긴 후 자재 포장물을 창고로 운반하므로 포장기의 연속 작동이 되지 않습니다. 포장 스테이션 등 지게차 스테이션이 있는 경우 , 작업 효율이 매우 높습니다.
4. 컨트롤러는 허용 오차 범위와 허용 오차 범위를 설정할 수 있으며 제어 상자에서 허용 오차 초과 및 허용 오차 미만 방폭형 소리 및 빛 경보를 설정할 수 있습니다.자동 포장 공정에서 허용 오차 초과 또는 허용 오차 미만이 발생하면 소리 및 빛 경보가 울리고 표시등이 깜박입니다.이때는 운영자가 수동으로 처리해 드립니다.





